Dit artikel zal je leren hoe je smeed koper en / of zand gegoten messing fittingen en koperen leidingen, aansluiten bij een verwarmingsbedrijf onder de 800 graden Fahrenheit met behulp van een metaallegering vulmiddel (lood, tin, antimoon en / of zilver). Alle componenten zijn algemeen beschikbaar in sanitair, verwarming en koeling aanbod huizen, en 'big box' hardware winkels zoals Home Depot en Lowe's.
Stappen
- 1Verkrijgen van koperen buizen van geschikte buitendiameter en wanddikte. Koperen buizen voor sanitair leidingwerk is beschikbaar formaat nominaal, dwz de buitendiameter van de buis is 1/8 "(0,125 inch) groter is dan het gestelde nominale grootte Voorbeeld:. 1" nominale koperen buis meet 1,125 "inch in diameter.
- 2Beseffen dat de meeste, maar niet alle nominaal formaat koperen leidingen is verkrijgbaar in vier gewichten, of wanddiktes, afhankelijk van het type en / of de locatie van het systeem dat u maakt. Hier zijn voorbeelden:
- Type K... groen printen... zwaarste muur, direct in de grond begraven, ook verkrijgbaar 'dead soft' in gegloeide rollen.
- Type L... blauw printing...commercial / residentiële installaties.
- Type M... rood printen... woon, lichtste muur gebruikt voor druksystemen.
- Type DWV... gele afdrukken... afvoer, afval, en de vent service, geen druk, alleen grotere slanggrootten, lichtgewicht armaturen beschikbaar voor de installatie, hoewel regelmatige gewicht beslag zal passen.
- Koperen buizen bedoeld voor koeling dienst, dwz geleiding van freon koudemiddelen onder druk, wordt verkocht tegen is werkelijke diameter, niet nominaal formaat. Verkocht schoongemaakt, stikstof gespoeld en afgedekt, in type K alleen, het is stijf en gegloeid. Het moet worden verbonden met behulp van vulstoffen die verwarming boven 800 graden Fahrenheit (gesoldeerd). B razing is niet het onderwerp van dit artikel, hoewel verbindingstechnieken zijn vergelijkbaar.
- 3Verkrijgen van het juiste formaat en type armaturen voor het systeem u bouwt. Smeedijzeren armaturen hebben niet de pin hole lekkende problemen vaak gevonden in zand gegoten hulpstukken. Hier zijn enkele typische soorten fittingen:
- Man / Vrouw adapters, gebruikt om een soldeer buis aan te sluiten voor een dikwandige buis.
- Verloopstukken, gebruikt om van een groter formaat pijp naar een kleiner formaat.
- Ellebogen, gebruikt om hoeken, typisch 90 graden bochten, maar ook in 45 graden bochten draaien.
- Tees en kruisen, vroeger een tak slang aan te sluiten voor de belangrijkste buis, met behulp van een T-stuk, of twee vestigingen in het geval van een kruis.
- 4Verkrijgen van juiste vulmateriaal, die bekend staat als soldeer. Verkrijgbaar in vele soorten, voor drinkwaterinstallaties zogenaamde loodvrije soldeer vaste kern worden gebruikt. Het is typisch 95/5 (95% tin en antimoon 5%), of een legering van tin en een kleine hoeveelheid zilver, gangbaar in 1 £ rollen van 1/8 "diameter draad. Soldeer met lood mag niet worden gebruikt drinkwaterinstallaties.
- 5Verkrijgen van geschikte soldeer flux. Dit is typisch een gelei met zinkchloride of colofonium reinigen component gebruikt om zowel gereinigde oppervlakken te solderen voor de montage en verwarming dekken. Koperen buis mag niet worden gesoldeerd met een zuur kern soldeer want dit zal de gezamenlijke corroderen. Vloeibare en vaste fluxen worden soms gebruikt. Het is de functie van de flux bij verhitting, verdere reiniging in benatten soldeer vergemakkelijken om zuurstof uit te sluiten re-oxidatie te voorkomen en om te helpen.
- 6Verkrijgen van een warmtebron voldoende capaciteit aan de verzamelde massa fitting en buis tot een temperatuur boven die nodig is om het vulmiddel soldeer smelt, gewoonlijk 400 tot 500 graden Fahrenheit. Een propaan / lucht of acetyleen / lucht zaklamp uitgerust met een kop van een zodanige omvang wordt het meest gebruikt. Elektrische warmtebronnen, zoals solderen geweren of strijkijzers produceren niet genoeg warmte om koperen buizen efficiënt aan te sluiten. Schone, droge katoenen doeken en een spray fles vol water zal voltooien de noodzakelijke solderen materialen.
- 7Verwijder het koperoxide bekleding op zowel de buitenzijde van de buis in het gebied in de fitting wordt ingebracht, en de binnenzijde van de fitting zelf met schuurpapier, schuurlinnen, of speciale inrichtingen worden verkocht in winkels voor dit doel. Het kan niet genoeg benadrukt worden dat alle koperoxide grondig moeten worden verwijderd van beide oppervlakken totdat ze beide helemaal schoon, zonder vuil, vet, olie of andere belemmering die zal interfereren met de bevochtiging van het soldeer. Uitblijven van deze belangrijke stap resulteert in een lek joint. Bestrijk beide gereinigde oppervlakken met flux zo spoedig mogelijk na het reinigen en monteren de montage en slangen.
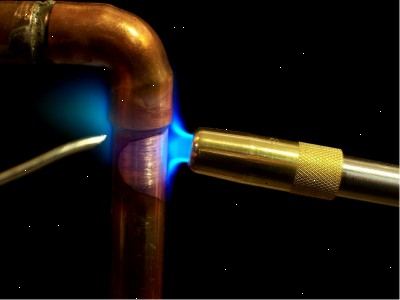
- 8Steek de fakkel en aanpassen zodat u een blauwe vlam. Beweeg het einde van de blauwe vlam tegen de samengestelde montage, leidingen, spelen rondom de componenten in het gebied waarin soldeer moet worden geplaatst. Met constante beweging te allen tijde, warmte langzaam en gelijkmatig (niet oververhitten) tijdens het testen van het smeltpunt van het soldeer door het aanraken van de punt van de soldeer aan het gewricht. Zodra het soldeer smelt in het gewricht, beweegt de blauwe vlam iets weg van de montage en concentreer het op de zijde tegenover de gesmolten soldeer. Blijven het voederen van kleine hoeveelheden soldeer en de fakkel beweging totdat het soldeer de fitting is omcirkeld. Niet oververhitten. Soldeer zal lijken te lopen aan de hitte. De bedoeling hier is om het soldeer volledig te vullen, door capillaire en gravitationele actie, het gebied tussen de fitting en de buis. Op grotere fittingen, concentreren de warmte iets voor de bevochtigde soldeer.
- 9Veeg de overtollige vloeistof soldeer uit de hete oppervlakken met een schone, droge katoenen doek. Spuit een nevel van water op het gebied gesoldeerd aan het soldeer te bevriezen en de beweging van het gewricht, die een lek zou ontstaan te voorkomen.
- 10Wees er zeker van om de leidingen grondig te spoelen met zoet drinkwater aan overtollige flux, vuil of losse soldeer kralen te verwijderen binnen de buis nadat alle gesoldeerde verbindingen zijn gemaakt. Controleer op lekkage wanneer de klus geklaard is.
Tips
- Steek de schoongemaakte, vloeibitumenemulsie slang in de gereinigde, vloeibitumenemulsie montage op een krachtige gezamenlijke verkrijgen.
- De meeste problemen worden ondervonden door beginners niet grondig reinigen van zowel het oppervlak van de buis en de binnenzijde van de fitting en die onmiddellijk zowel flux na reiniging.
- Oververhitting van de geassembleerde vloeibitumenemulsie joint zal re-oxidatie van de oppervlakken toestaan en niet toestaan dat het soldeer te houden aan een van beide. Constante fakkel beweging is een must, met de temperatuur in het juiste bereik kritisch. Als het gewricht is oververhit en zwart gemaakt, uit elkaar te halen en opnieuw te reinigen.
- Elke kleine druppelen van water door de gezamenlijke wordt gesoldeerd wordt voorkomen compleet hechting. Als de kleppen van het infuus niet zal afbreken met witbrood zonder korst ingebracht in de buis zo ver mogelijk weg van het verwarmde gebied tijdelijk dam de waterstroom weer snel solderen. De wit brood lost gemakkelijk tijdens het spoelen operatie voorgesteld aan het einde van de baan.
- Zie YouTube voor video-presentaties (een foto zegt meer dan duizend woorden).
- Wanneer een BouwInspecteur de voltooide opdracht moet goedkeuren, het gezicht van de gekleurde afdrukken op de zijkanten van de buis, zodat het gemakkelijk kan worden gezien door de inspecteur. De kleur van de afdrukken geeft de wanddikte van de buis, en in veel bouwvoorschriften wanddikte gespecificeerd.
- Het systeem moet overdruk daarin niet tijdens het solderen, vooral op de uiteindelijke verbinding. Een lek wordt gecreëerd door luchtbellen door de gezamenlijke gecreëerd door uitbreiding gassen in de verwarmde slang. Ontlucht het systeem alvorens solderen.
- Demonteren en onderdelen die ringen of pakkingen die tijdens het solderen verwarmen kan worden beschadigd verwijderen. Monteer na voltooiing.
Waarschuwingen
- Vuur is een altijd aanwezig gevaar bij het gebruik van fakkels in gesloten ruimten. Een brandblusser moet onmiddellijk beschikbaar zijn voor het aansteken van de fakkel. Hete soldeer verblindt u als het wordt gegooid in uw oog. Draag een veiligheidsbril.
Dingen die je nodig hebt
- Koperen buizen
- Zand gegoten of gesmeed hulpstukken
- Soldeer
- Flux met flux borstel
- Propaan of acetyleen fakkel
- Blusapparaat
- Schuurpapier
- Buizensnijders